张志超 郝碧波 李永飞
摘要:外方位组件是某型无人机系统昼夜光电侦查设备的重要组件,外方位轴系装调包含J128LYX002型力矩电机组装、7008C/P4轴承配对调试、旋变变压器零位调整等工作。力矩电机转子、定子磁钢磁性很强,碳刷位于轴系中部,装配时极易损伤刷架,整个轴系组装过程是外方位组件装配的难点所在;
其次需保证轴承配对调试启动力矩无误,且保证轴承配对调试过程与最终装入轴系时一致,保证轴系最终摩擦力矩达标。本文对外方位轴系装调工艺进行分析,主要针对7008C轴承配对装调,电机组装及最终外方位轴系装配,设计合适的工艺装备,确定装调工艺方法,达到规范轴系装配流程、提高轴系装配效率和装配质量的最终目的。
关键词:轴系装调;
电机组装工装;
轴承配对调试
1 引言
外方位组件是某型无人机系统昼夜光电侦查设备的重要组件,外方位轴系剖视图如图1所示。轴系采用J128LYX002型力矩电机,电机转子、定子磁钢磁性很强;
刷架位于轴系中部,装配时极易损伤刷架。对比以往光电产品,该种电机装配方式在K型红外成像设备外方位组件中也存在,以往的装配过程中,操作者首先组装电机,在电机转子、定子间垫上青稞纸后,然后再依次装入轴承,此种装配方式虽然有效地保护了电机电刷,但在安装轴承时却带来了很大的不便,由于电机定子转子磁钢相吸,方位轴初始位置相对于轴承安装孔不同轴,难以对齐装入,轴承只能被受力敲入,不符合轴承装配规范,对轴、轴承都存在一定程度的损伤。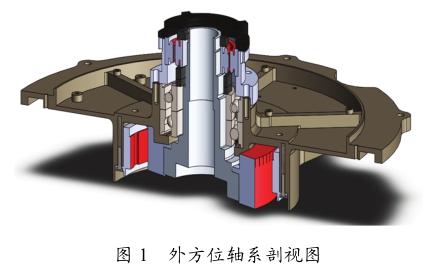
該型号昼夜光电侦查设备外方位轴系选用7008CETA/P4高精度成对轴承,且系统对成对轴承摩擦力矩提出了具体要求,该型产品在终检测试过程中,方位发生共振现象,经过月余的技术攻关,确认造成该质量问题的原因为轴系摩擦力矩不达标,轴承配对调试时安装压紧状态与最终使用时状态的不一致,致使产品方位轴系返工。
分析外方位轴系机械装调过程,发现存在以下问题:
1)轴承配对调试存在调试时安装压紧状态与最终使用时状态不一致。
2)轴系组装过程缺少必要的合适的工艺装备,沿用老的装配方式,总装时轴承装配不规范,轴承有损伤。
3)装配效率较低。
因此,设计必要的轴系装配工装,优化轴系装配方法,进而提升轴系装配质量和装配效率,势在必行。
2 轴系装调过程分析
2.1 轴承配对装调
2.2 力矩电机组装
J128LYX002型力矩电机的电刷位置如图2所示,位于轴承下方,处于轴系的中间位置,由于电机转子定子间存在较强的磁力场,电机组装时,极易损伤电机的刷架和电机磁钢,有时操作不当,甚至会致使操作人员受伤。
同时,最终检验外方位轴系的最终摩擦力矩的手段为用电机启动电压来验证;
轴系装配完成后,若力矩电机启动电压不合要求,轴系需要及时返工重调,此时也需必要的工装来保证电机磁钢、刷架的安全,确保安全操作。
2.3 原工艺方法不足之处
该种电机装配方式在K型红外成像设备外方位组件中也存在,以往的装配过程中,方位轴初始位置相对于轴承安装孔不同轴,轴承装配过程不规范,极易造成轴承最终装配不合格。且原装配方法效率极低,轴系装配需时>4 h,若轴系组装完成后,发现轴系摩擦力矩不达标,电机电性能参数不合乎要求,也无法保证便捷地拆卸(有时无法拆卸返修)。
无人机系统昼夜光电侦查设备对于各轴系摩擦力等指标要求很严格,如果沿用K型红外成像设备的装配方法,很难保证产品质量,而且生产效率也将会极低,那么如何改进工艺方法,高效率、高质量地完成外方位组件J128电机装配的成了我们亟待解决的难题。
2.4 解决思路及工艺装备设计要求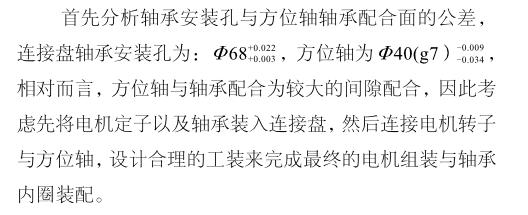
考虑电机需定心、缓缓装入;
轴承需定心装配,设计工艺装备使得“方位轴”能够在“连接盘”上中心定位,且能实现使得“方位轴”缓缓装入“连接盘”,完成“电机的组装”和“轴承的配合装配”。
轴系组装工装的设计要求如下:
1)使得方位轴能够直接或者间接地定位于“连接盘”的中心位置。
2)能够实现方位轴在轴向方向的平稳移动,实现电机的慢速组装,以及轴承的定位装配。
3)要考虑导各个零件的接口,能实现工装的快速组装和拆卸;
兼顾考虑工装用途的扩展,例如能够进行方位轴承启动力矩的调试。
对于7008 CETA/P4轴承内圈定力压紧问题,结合生产实际情况,工装设计需求为。
1)固定方位轴,便于“方位轴承上压圈”的拧紧,实现单人操作。
2)能够定力矩拧紧“方位轴承上压圈”,保证配对轴承最终使用时和调试时安装状态的一致。
3 装配工装设计及装调方法改进
3.1 电机组装工装设计
为实现方位轴在轴向方向的平稳移动,实现电机的慢速组装,考虑用螺纹螺旋配合来实现,同时也能将方位轴初始定位于“连接盘”的中心位置,考虑轴系结构特点,用轴承内圈与方位轴的配合来保证精确定心,设计工装地螺纹配合既能够实现电机的慢速组装抵消磁场的影响,又有助于方位轴装入轴承。
设计工装有两部分组成:“轴承外压圈”以及“方位轴延长件”。“轴承外压圈”依靠连接盘端部圆周定位,在其中心设计M39×1.5-7H内螺纹(7008C轴承内圈为Φ40g7);
方位轴延长件”与方位轴螺纹连接,外部为M39×1.5-6g螺纹,样件选材为2A12 T4能够有效避磁;
利用工装能够有效保证定心装配,且螺旋结构能实现电机的组装,以及轴承内圈装配,工装原理图如图3所示。
兼顾考虑工装用途的扩展,在进行电机安装前的7008C轴承测试时,也可以用此工装进行,而且在产品上直接测试,且装配螺钉时,用定力矩起子进行定力装配,保证了测试结果的准确性,电子组装工装用于轴承调试如图4所示。
3.2 轴承压紧定力工装设计
配对轴承调试过程中,轴承外圈由GB/T65的开槽盘头螺钉固定,8件螺钉堆成均匀拧紧,最终定力矩280N·cm拧紧,最终轴系组装过程,只要保证螺钉拧紧力矩,就可使軸承外圈压紧状态可以与调试时保持一致;
为了有效地保证轴承内圈压紧状态的一致,设计制作“外方位轴承内圈压紧工具”定力矩拧紧“方位轴承上压圈”,并同步设计“方位轴固定件”,轴承安装过程,将“方位轴固定件”用螺钉连接在方位轴底部,用台钳夹持工装件,用“外方位轴承内圈压紧工具”定力矩拧紧“方位轴承上压圈”,实现轴承内圈的安装状态一致。进而保证7008C轴承在调试状态和最终使用状态一致,压紧工具由套筒扳手、方位轴固定件和MD-30可调力矩扳手所组成,工装示意图如图5所示。
定力矩30 N·m拧紧“方位轴承上压圈”,有效保证轴承内、外圈压紧力在调试状态和最终使用状态一致,保证轴承最终使用状态和调试状态一致,进而保证轴系装配质量。
3.3 装调方法改进
结合两项工艺装备的设计,确定轴系装配流程为:
1)轴承配对调试,轴承内、外圈压紧均定力矩进行,轴承调试过程如图4所示,运用“轴承外压圈、方位轴延长件”来进行,保证轴承摩擦力矩要求,轴承调试合格后,安装配对轴承至连接盘,用“工装—轴承外压圈”压紧轴承外圈。
2)安装电机刷架至电机定子,平稳压装电机定子至连接盘,对齐安装螺钉孔,将电机引线从连接盘穿线孔内穿出,固定电机转子至方位轴。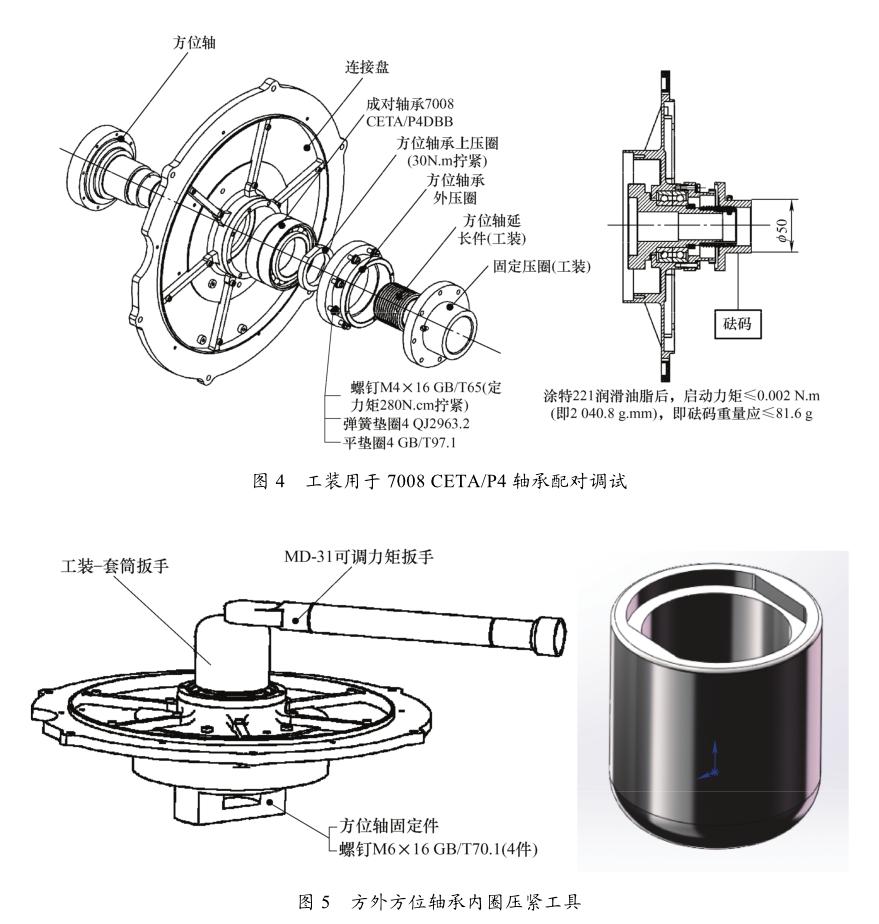
3)安装“方位轴延长件”至方位轴的上端部,在电机定子电刷位置垫上青稞纸,保护电刷,用纸胶带将青稞纸有效固定;
然后在方位轴的轴承配合面上涂适量的特221润滑脂,利用“方位轴延长件”的M39螺纹,将方位轴联同电机转子缓慢旋入“轴承外压圈”,将方位轴装配到位,去除电机定子、转子之间的青稞保护纸,使得转子换向器与碳刷有效解除。
4)松开工装件“固定压圈”与连接盘之间的螺钉,用螺丝刀穿过方位延长轴端部的拆卸孔(点击安装到位后,方位轴延长件旋出固定压圈的端面,延长件的上的拆装孔即可露出),将工装整体从方位轴上旋出。
5)旋上方位轴承上压圈,在方位轴下端部安装“方位轴固定件”,将其用精密虎钳夹紧,然后用“外方位轴承内圈压紧工具”定力矩30 N·cm拧紧“方位轴承上压圈,同样方法固定“方位轴承下压圈”;
最后压上方位轴承外压圈,定力矩280 N·cm拧紧其固定螺钉,保证轴承内外圈压紧力的一致。
4 实施效果
4.1 电机组装效果
我们制作了铝制工装进行效果评测,工装简洁实用,现场验证了电机组装、拆卸过程,实现在30 min内完成电机的组装、拆出过程,降低了操作难度,保证了产品质量,极大地提高了生产效率,并且便捷的拆卸,对于后续的排故、产品维修提供了便利,也使得电机碳刷损坏率降低为0,间接降低装调过程中的损耗成本。
该种结构类型的工装设计,有效地解决光电侦察设备方位轴系装配的难点,规范了产品电机、轴承的装配过程,保证了产品质量,节约80%的装配时间,经过现场的实际使用,效果显著。
4.2 改进后轴系摩擦力矩合格率
通过本次工艺改进,和新工装的实时,有效规范了轴承装调流程,且保证轴承最终使用时和配对调试时安装状态的一致,使得轴系摩擦力矩可控,统计下半年该型号40余套方位轴系装配情况,一次交检合格率由原本的78%提升至100%,达到预期的质量目标,下半年该型号配对轴承一次装调合格率见表1。
5 结束语
本文以某型机载光电侦查设备外方位组件为研究对象,分析外方位轴系装调的难点和症结所在,通过对结构形式和装调需求的分析,设计电机组装工装及轴承内圈定力拧紧工装,优化装调流程,极大地提高了工作效率。特别是本文提出的力矩电机组装方法,解决机载光电侦查吊舱轴系永磁力矩电机组装的难题,改进后,在总装过程中,保证电机引线顺畅出线,无挤压;
电机组装过程中,利用工装保证:电机转子与电机定子的同轴,实现电机转子的缓慢可控装入,使得电子组件组装过程中转子、定子磁钢不接触,有效保证磁钢不受损;
整个装配过程依靠螺旋装入,无敲击等蛮力装配手段。
针对轴系中使用的7008CETA/P4轴承配对装调,提出保证最终使用过程与调试时安装状态一致的工艺要求,使得光电产品轴承调试工作形成统一的工艺方法,并设计工装保证,达到规范轴系装配流程、提高轴系装配效率和装配质量的最终目的。
参考文献
[1] 惠刚阳. 光电稳瞄装置装调工艺研究[D]. 西安:西安工业大学,2014.
[2] 李玉喜. 机载光电稳瞄转塔装调技术研究[D].南京:南京理工大学,2014.
[3] 张志超,刘兴明,顾永斌,李永飞. 机械装调工艺中虚拟装配技术的研究和应用[J].智能制造,2015,245(10):48-53.
相关热词搜索: 外方 侦查 光电上一篇:被低估的美国经济过热风险